Industrial Vacuum Conveyor Systems | Dust-Free Material Handling Solutions





Vacuum feeder, also known as vacuum conveyor, is a kind of dust-free closed pipeline conveying equipment that uses micro vacuum suction to convey particles and powder materials. It uses the pressure difference between the vacuum and the ambient space to form a air flow in the pipeline and move the material , thereby completing the material transportation.
What is a Vacuum Conveyor?
A vacuum conveyor system (or pneumatic conveyor) uses negative pressure to transport powders, granules, and bulk materials efficiently. Ideal for industries requiring contamination-free handling, these systems replace manual labor with automated, closed-loop processes. From food-grade stainless steel designs to explosion-proof setups for hazardous environments, vacuum conveyors ensure precise, gentle, and compliant material transfer.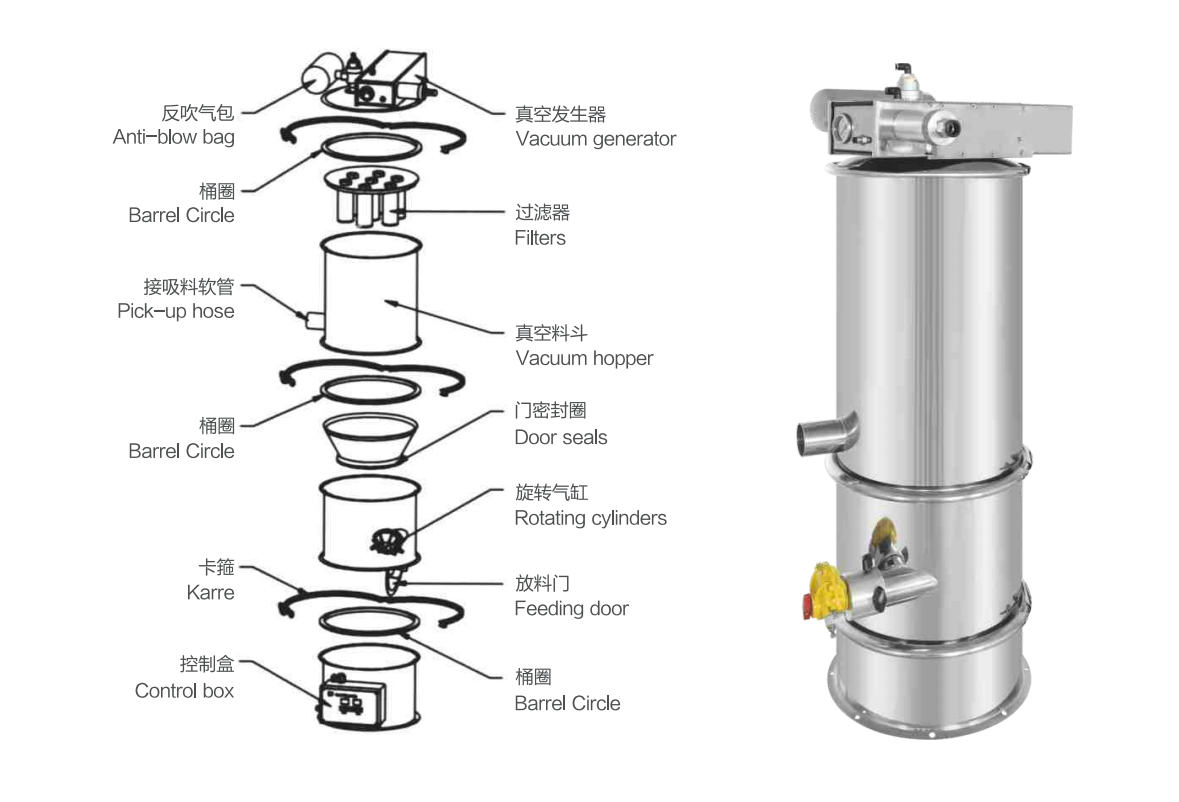


Key Components & Advanced Technology
Modern vacuum conveyors integrate cutting-edge engineering for reliability:
- Vacuum Generators: Rotary vane pumps, Venturi ejectors, or energy-efficient PIAB vacuum pumps.
- Dust-Tight Filtration: HEPA filters and pulse-jet cleaning systems prevent particle emissions.
- Smart Controls: PLC-driven automation with touchscreen interfaces for batch or continuous operation.
- Safety Compliance: ATEX-certified motors, anti-static tubing, and explosion-proof designs.
- Hygienic Construction: CIP/SIP-compatible stainless steel for FDA, GMP, and ISO standards.
Top Applications Across Industries
Vacuum conveyors solve critical challenges in:
- Pharmaceuticals
- Transfer APIs, excipients, and sensitive powders with zero cross-contamination.
- Sanitary designs meet GMP and containment requirements.
- Food & Beverage
- Handle spices, flour, sugar, and additives in FDA-compliant stainless steel systems.
- Chemicals & Plastics
- Safely convey abrasive, explosive, or hygroscopic materials using ATEX-certified components.
- 3D Printing & Additive Manufacturing
- Transport metal powders (e.g., titanium) and polymers without segregation.
- Agriculture
- Efficiently load/unload grains, seeds, and fertilizers with minimal waste.
Why Choose a Vacuum Conveyor Over Mechanical Systems?
- Gentle Handling: Preserve fragile materials like plastic pellets or cohesive powders.
- Closed-Loop Design: Eliminate dust, reduce OSHA risks, and ensure worker safety.
- Energy Efficiency: Optimize power use with lean-phase or dense-phase conveying modes.
- Low Maintenance: Self-cleaning filters and minimal moving parts cut downtime.
- Scalability: Customize systems for batch processing or high-volume continuous lines.
Compliance & Safety Features
- ATEX/IECEx Certification: Safe operation in explosive atmospheres (e.g., chemical dust).
- FDA & USDA Compliance: Hygienic surfaces and sanitary welds for food/pharma.
- OSHA Alignment: Dust containment protects workers and avoids regulatory penalties.
Choosing the Right Vacuum Conveyor
Ask these questions when selecting a system:
- Material Type: Is it abrasive, explosive, or prone to static?
- Industry Standards: Do you need GMP, ISO, or CIP/SIP compatibility?
- Capacity: Batch processing or continuous high-volume transfer?
- Budget: Balance upfront costs with long-term energy savings (e.g., PIAB vacuum pumps reduce energy use by 50% vs. traditional systems).
Contact:
Mr.Yark
Whatsapp: +8618020515386
Mr.Alex
Whatapp:+8613382200234
At Wuxi Jianlong, we engineer industrial vacuum conveyor systems that redefine efficiency and safety in material handling. Designed for industries requiring contamination-free transport of powders, granules, and bulk materials, our systems combine cutting-edge technology with industry-specific compliance. Whether you operate in pharmaceuticals, food processing, or hazardous chemical environments, our vacuum conveyors deliver unmatched reliability and precision.
1. Advanced Technology for Unmatched Performance
- Powerful Vacuum Generation: Equipped with energy-efficient rotary vane pumps or Venturi ejectors, ensuring rapid material transfer with minimal energy consumption.
- Smart Automation: PLC-controlled systems with intuitive touchscreen interfaces for seamless batch or continuous operation.
- Dust-Tight Filtration: HEPA filters and pulse-jet cleaning mechanisms eliminate airborne particles, meeting OSHA and EPA standards.
2. Industry-Specific Solutions
- Pharmaceutical & Nutraceutical: GMP-compliant, stainless steel conveyors with CIP/SIP compatibility for APIs and sensitive powders.
- Food & Beverage: FDA/USDA-approved designs for hygienic handling of spices, flour, sugar, and additives.
- Chemicals & Plastics: ATEX-certified, explosion-proof systems for flammable or abrasive materials.
- 3D Printing & Manufacturing: Gentle handling of metal powders (e.g., titanium) and polymers to prevent segregation.
3. Safety & Compliance Guaranteed
- Explosion-Proof Certification: ATEX/IECEx-compliant components for hazardous environments.
- Hygienic Construction: Smooth surfaces, sanitary welds, and easy-clean designs to prevent bacterial growth.
- Global Standards: Adherence to FDA, ISO 9001, and OSHA regulations for risk-free operations.
- Gentle Material Handling: Preserve product integrity of fragile pellets, cohesive powders, or hygroscopic materials.
- Closed-Loop Systems: Zero dust emission, ensuring worker safety and reduced cleanup costs.
- Low Maintenance Design: Self-cleaning filters and robust components minimize downtime.
- Scalable Configurations: Customizable for small-batch processing or high-capacity production lines.
- Pharmaceuticals: Transfer APIs, excipients, and tablet granules in contained environments.
- Food Processing: Efficiently load mixers, blenders, or packaging machines with food-grade safety.
- Chemical Manufacturing: Safely convey corrosive powders or explosive materials.
- Agriculture: Streamline grain, seed, and fertilizer handling with minimal waste.
- Capacity: 500 kg/hr to 20,000 kg/hr (customizable).
- Materials of Construction: 304/316L stainless steel, anti-static polymers.
- Power Options: Electric, pneumatic, or hybrid systems.
- Certifications: ATEX, FDA, GMP, ISO 9001.
-
Optimized for Your Workflow
Pair our vacuum conveyors with complementary equipment like bagging machines, silos, or mixers for a fully automated production line. Our engineers provide end-to-end support—from system design to installation and maintenance.
-
Why Partner with Wuxi Jianlong?
- 50+ Years of Expertise: Trusted by leading global brands in material handling.
- Custom Engineering: Tailor-made systems to match your workflow and budget.
- Lifetime Support: Comprehensive maintenance plans and 24/7 technical assistance.
Ready to Upgrade Your Material Handling Process?
Contact BaggerMachine today to schedule a consultation or request a demo. Let us help you achieve dust-free, efficient, and compliant operations!
Related products
-

10-50kg Automatic Pneumatic Valve Mouth Dry San...
Product description: Valve bagging machine DCS-VBAF is a new type of valve bag filling machine that has accumulated more than ten years of professional experience, digested foreign advanced technology and combined with China’s national conditions. It has a number of patented technologies and has completely independent intellectual property rights. The machine adopts the most advanced low-pressure pulse air-floating conveying technology in the world, and completely uses low-pressure puls...
-

10-50kg Powder Sand Plastics Woven Bag Valve Po...
Product description: Vacuum type valve bag filling machine DCS-VBNP is specially designed and manufactured for superfine and nano powder with large air content and small specific gravity. Characteristics of the packaging process no dust spillover, effectively reduce the environmental pollution. Packaging process can achieve high compression ratio to fill materials, so that the shape of the finished packaging bag is full, the packaging size is reduced, and the packaging effect is particularly ...
-

10-50kg Screw Feed Fine Powder Valve Bag Packin...
Product description: Vacuum type valve bag filling machine DCS-VBNP is specially designed and manufactured for superfine and nano powder with large air content and small specific gravity. Characteristics of the packaging process no dust spillover, effectively reduce the environmental pollution. Packaging process can achieve high compression ratio to fill materials, so that the shape of the finished packaging bag is full, the packaging size is reduced, and the packaging effect is particularly ...